
A route for avoiding defects during additive manufacturing
Additive manufacturing has yet to reach its potential in part because tiny bubbles or pores can form, creating weak spots in finished parts. Research published in Science reveals how the pores form and offers insight into controlling the machines to avoid this problem.
Laser powder bed fusion is a dominant additive manufacturing technology that has yet to reach its potential. The problem facing industry is that tiny bubbles or pores sometimes form during the printing process, and these pores create weak spots in finished products.
When a slow-speed, high-power laser is melting metal powder during the 3D printing of a part, a keyhole-shaped cavity in the melt pool can result. Pores, i.e. defects, form at the bottom of the keyhole. New research published in Science reveals how the pores are generated and become defects trapped in solidifying metal.
“The real practical value of this research is that we can be precise about controlling the machines to avoid this problem,” says Anthony Rollett, a professor of materials science and engineering and a lead co-author of the paper.
The real practical value of this research is that we can be precise about controlling the machines to avoid this problem.
Anthony D. Rollett, Professor, Materials Science and Engineering
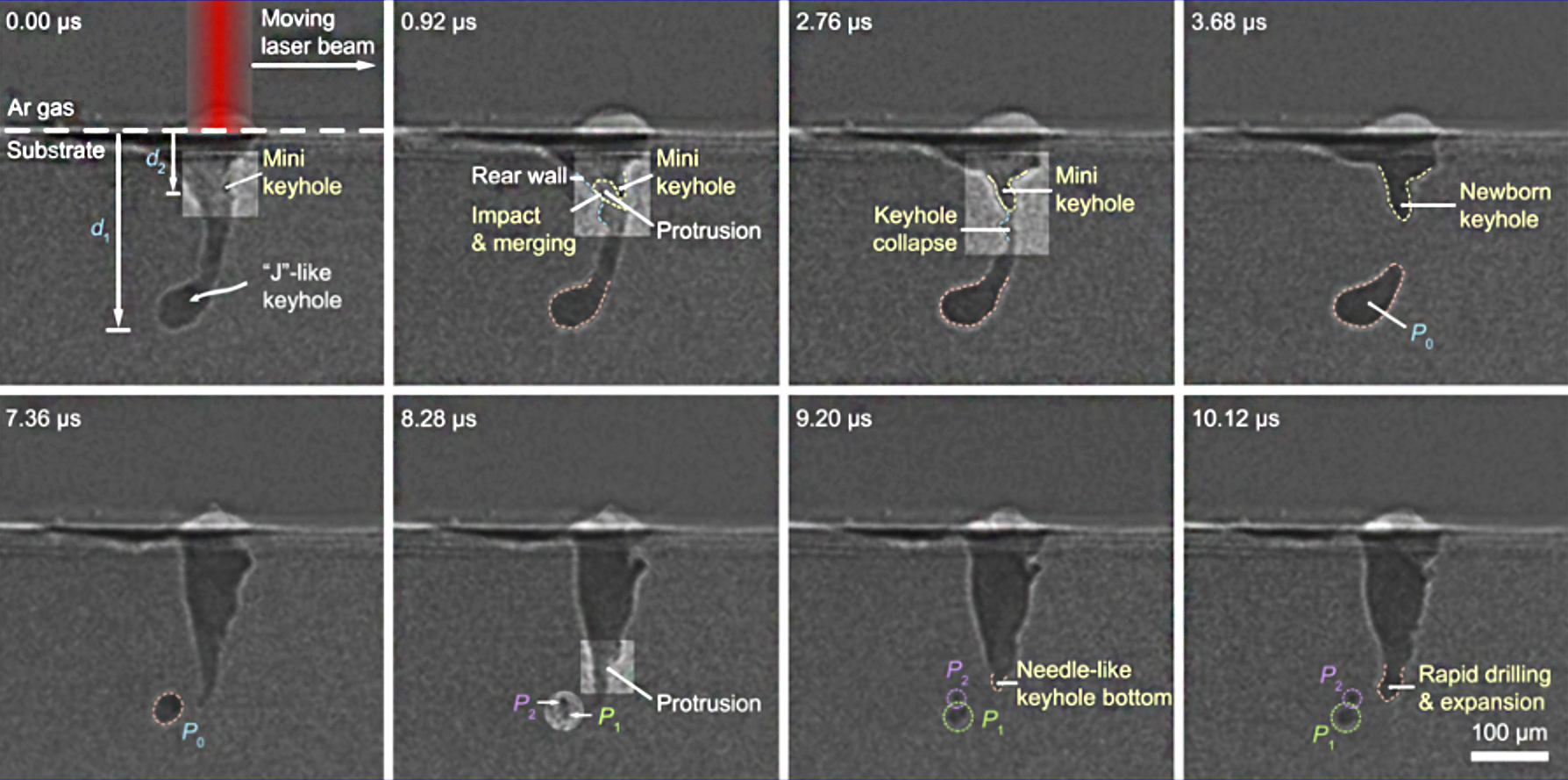
Building on previous research that quantified the keyhole phenomenon, the research team used extremely bright high-energy x-ray imagining to watch instabilities of the keyhole. Pores form during fluctuations of the keyhole, and it changes its shape: the keyhole tip morphs into a “J” shape and pinches off. This unstable behavior generates acoustic waves in the liquid metal that force the pores away from the keyhole so that they survive long enough to get trapped in the resolidifying metal. The team is the first to focus on this behavior and identify what is happening.
“When you have a deep keyhole, the walls oscillate strongly,” explains Rollett. “Occasionally, the oscillations are strong enough at the bottom of the keyhole that they pinch off, leaving a large bubble behind. Sometimes this bubble never reconnects to the main keyhole. It collapses and generates an acoustic shock wave. This pushes the remaining pores away from the keyhole.”
It’s important to note that keyholes themselves are not flaws; they increase the efficiency of the laser. Using synchrotron x-ray equipment at Argonne National Laboratories, the only facility in the United States where the researchers could run these experiments, they noted that there is a well-defined boundary between stable versus unstable keyholes.
Source: Tony Rollett
These MHz x-ray images illustrate acoustic wave driven keyhole pore formation.
“As long as you stay out of the danger zone [too hot, too slow], the risk of leaving defects behind is quite small,” says Rollett.
Fluctuations in the keyhole’s depth increase strongly with decreasing scan speed and laser power on the unstable side of the boundary.
“You can think of the boundary as a speed limit, except it is the opposite of driving a car. In this case, it gets more dangerous as you go slower. If you’re below the speed limit, then you are almost certainly generating a defect,” adds Rollett.
At a broader scale, by proving the existence of well-defined keyhole porosity boundaries and demonstrating the ability to reproduce them, science can offer a more secure basis for predicting and improving printing processes. Rollett, who is the faculty co-director of Carnegie Mellon’s Next Manufacturing Center, thinks that the findings from this research will quickly find their way into how companies operate their 3D printers.
The research team includes co-lead author Tao Sun, University of Virginia; Cang Zhao, Tsinghua University, China; Niranjan D. Parab and Kamel Fezzaa, Argonne National Laboratory; Xuxiao Li and Wenda Tan, University of Utah.
Funding sources include the Department of Energy, the Department of Defense, the National Aeronautics and Space Administration (NASA) University Leadership Initiative program, the National Science Foundation, and startup funds from the Department of Mechanical Engineering at Tsinghua University and the University of Virginia.